
HFT470 - 16 oz Paper Container/Box
HFT470 is a round 16 oz paper takeaway box designed for hot foods such as döner and noodles. Made from food-grade carton with leak-resistant construction and options for printing on white or kraft finishes.

HKF200 - 200ml PP Container
200 ml rectangular polypropylene container with a secure lid. BPA-free, microwave-, dishwasher-, and freezer-safe, designed for safe storage and transport of foods such as sandwiches, salads, cheese, olives and nuts. Stackable and reusable with optional …

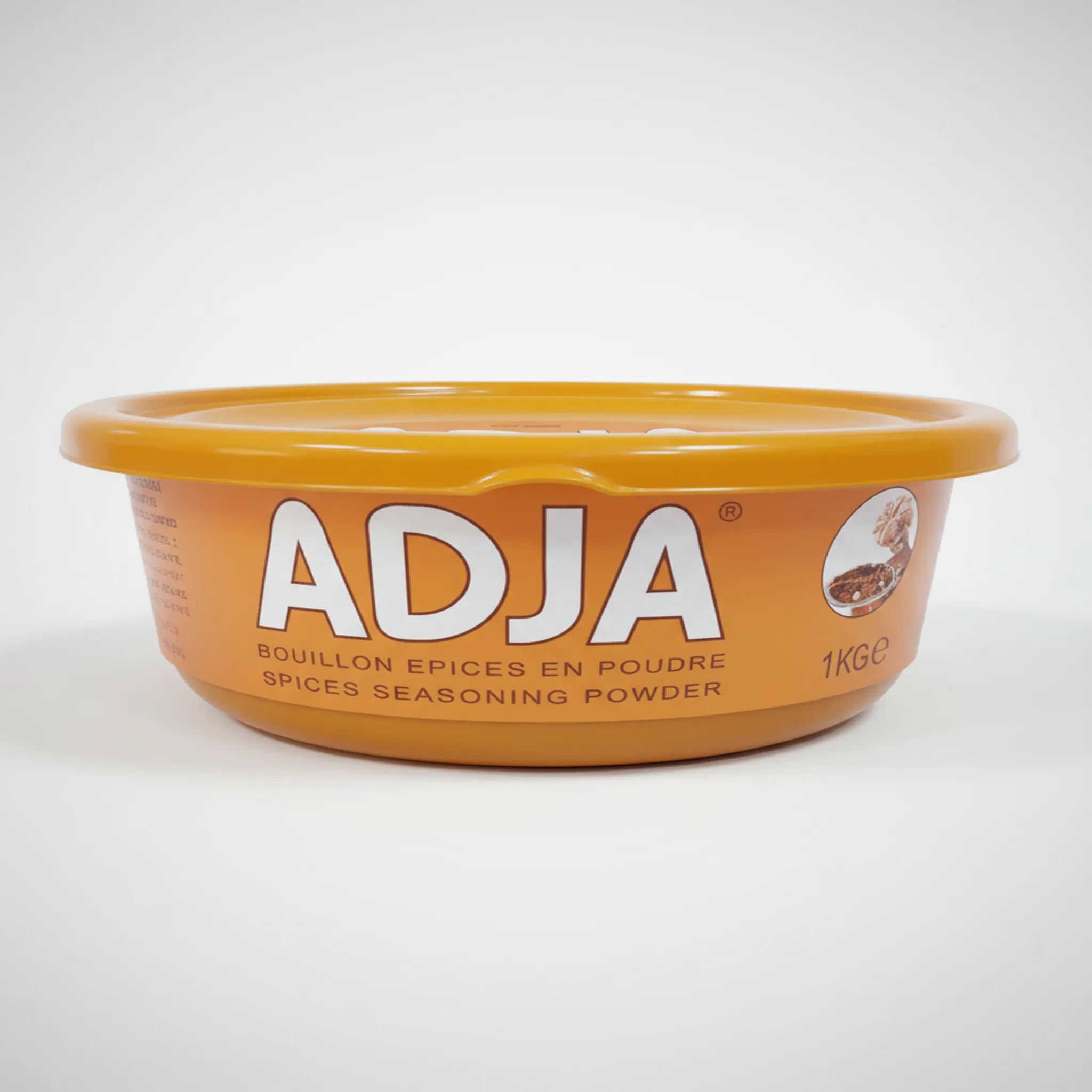
HKK1100 - 1100ml PP Container
1100 ml rectangular PP container with lid, produced by injection molding. Suitable for seasoning packaging and versatile storage, with options for IML labeling and color customization.

HPAP550 - 550ml Paper Container
HPAP550 - 550ml round, lid-equipped paper soup container suitable for hot soups and take-away applications. Features a printable surface for brand customization on both the cup and lid.

HPAP750 - 750ml Paper Container
HPAP750 is a 750 ml injection-molded paper container designed for salad and soup applications. The round bowl and accompanying lid provide a secure, stackable takeaway solution suitable for 600–750 g portions. The material maintains structural integrity …

HYF1250 - 1250 ml PP Container
HYF1250 is a 1250 ml round polypropylene (PP) container with a lid designed for salad packaging. It supports approximately 1100–1250 g of salad and can be customized with In Mold Labeling (IML) for high-quality, one-step decoration.
HYF1710 - 1700ml PP Container
1700 ml PP IML round container with lid designed for seasoning packaging. Injection-molded, food-grade polypropylene supports 1000–1200 g fills and offers customizable IML labeling for a branded finish.

HYF240 - 240ml PP Container
HYF240 is a 240 ml circular red polypropylene soup container with a leak-proof lid, designed for take-away service. Its round geometry and durable PP construction provide a lightweight yet sturdy package for hot soups, stews, and other soup and stew port…

HYF245 - 8 oz PP Container
8 oz capped plastic soup bowl with a leak-proof lid that keeps the contents hot and is suitable for everyday use. Made from polypropylene (PP), it is microwave-safe and BPA-free for safe food contact.

HYF250 - 250ml PP Container
HYF250 is a 250 ml round PP container with a secure lid, designed to keep soups hot and prevent leaks. Made from food-grade PP, it is microwave-safe and BPA-free for safe everyday takeaway use.

HYF365 - 12 oz PP Container
12 oz plastic soup container manufactured from durable polypropylene. Microwave-safe with a secure lid, designed to keep soups hot and hygienic during transport. Available in black and white, ideal for bulk takeaway service.

HYF485 - 16 oz PP Container
16 oz PP soup container with a leak-proof lid, designed for take-away and home reheating in microwaves. Made from toxin-free polypropylene and customizable in corporate colors for branding.

HYF780 - 750ml PP Container
HYF780 is a 750ml polypropylene, single-compartment salad and microwave-ready container with a tight lid. Designed for ready meals and take-away packaging, it suits restaurant takeout and home meal service.

rX01 - Takeaway PP Container
Microwave-safe, single-compartment takeout meal container made from PP material. The lid closes tightly, and the vent holes provide safe airflow during microwave heating.

X1002 - 280ml PP Container
X1002 is a compact 280ml round polypropylene container with a screw-cap. Made from food-grade PP, it offers leak resistance and is suitable for spices, jams, and other perishables.

X1021 - 1750ml PP Container
X1021 - 1750 ml PP Container: 1750 ml PP plastic bucket with a handle and lid, produced via injection molding. It accommodates brine salt packaging and other bulk contents, and features In Mold Labeling (IML) for a high-quality, sticker-free surface. The…

X1029 - 355ml PP Container
355 ml round PP container with a snap-on lid designed for seasoning and spice storage. The polypropylene construction provides durability, chemical resistance, and food-contact safety, suitable for long-term storage of powders and dry goods.

X1048 - 16oz Paper Container
X1048 is a 480 ml round paper soup cup with lid, designed for takeaway soup portions. The container supports label customization on both cup and lid according to the design, and is suitable for 400–480 g of soup.

X1060 - 1680ml PP Container
Injection-molded PP MAP rectangular container with 1680 ml capacity. Suitable for meat products and compatible with customizable in-mold labeling (IML); designed for reliable performance at low temperatures down to -40°C.